


為了實現(xiàn)塑料及鋁合金門窗的彩色化,目前有幾種工藝和方法,噴漆、熱轉(zhuǎn)印、彩色通體、彩色共擠、所有這些工藝和方法都無法滿足門窗的耐候性、門窗彩色個性化的要求,覆膜工藝就是將一種具有極高耐候性又滿足個性化顏色的膜通過本機器加上高效耐候性粘合劑,覆到PVC或鋁型材表面上,經(jīng)過一定時間的
海為HW-S20ZA220T 型號的PLC 是集開關量、模擬量、脈沖量為一體的性價比高的一款可編程控制器。根據(jù)此體驗機型是晶體管輸出的特點,可以輸出10KHz 的脈沖量。

煤氣發(fā)生爐的工作原理煤氣發(fā)生爐工作原理是以煤為原料生產(chǎn)煤氣,供燃氣設備使用的裝置。固體原料煤從爐頂部加入,隨煤氣爐的運行向下移動,在與從爐底進入的氣化劑(空氣、蒸汽)逆流相遇的同時,受爐底燃料層高溫氣體加熱,發(fā)生物理、化學反應,產(chǎn)生粗煤氣。此粗煤氣(即熱煤氣)經(jīng)凈化冷卻系統(tǒng)后可直接供燃燒設備使用。也即煤在一定條件下以空氣和水蒸氣為氣化劑,充分結(jié)合產(chǎn)生

衛(wèi)生紙機器的組成:衛(wèi)生紙機由網(wǎng)前箱、網(wǎng)部、壓榨、大缸、卷取五大部分組成,漿料通過上漿泵送至網(wǎng)前箱,通過網(wǎng)部成型后,進入壓榨脫水,通過大缸烘干,然后由卷取的冷缸完成收取成型紙頁。紙機系統(tǒng)組成由于車速比較低,網(wǎng)部、壓榨、大缸共用一個傳動點,卷取機使用一個傳動點,由統(tǒng)一的速度鏈來協(xié)調(diào)兩分部之間的速度,每個傳動點具有微升、微降、爬行、運行、正點、反點等功能。二、電氣控制系統(tǒng)組成:海為PLC
使用海為PLC,礦井跑車防護裝置的工藝如下:圖1:工藝示意圖如上圖所示,在1300米長的礦井井下斜坡巷道上平均安置6道擋車欄,當?shù)V車到達擋車欄附近時擋車欄打開,將礦車放行。當?shù)V車離開時,將擋車欄放下,從而阻攔上方花落下來的礦車,從而保護巷道。每個擋車欄有電機一個,上升到位傳感器1個,
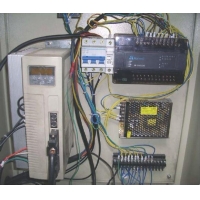
在外型上感覺這款PLC的質(zhì)感還是可以的,只是體積稍大,散熱效果應該更好。安裝方式可以采用標準導軌式安裝,方便靈活

測試平臺的功能是模擬一個長42米、寬24米、堆高6米的糧倉,配有5扇通風窗、3個通風口、4個窗上軸流風機、3個風口風機共15個通風設備,在智能通風系統(tǒng)的控制下完成各種動作(用指示燈來模擬動作完成情況),并向智能通風系統(tǒng)返回設
為了適應現(xiàn)代倉儲飛速發(fā)展的這種形式,各倉儲物流裝備制造商通過自己的努力,使各種倉儲設備也得到了飛速發(fā)展,穿梭車就是其中之一。穿梭車是以往復或者回環(huán)方式,在固定軌道上運行的臺車,將貨物運送到指定地點或接駁設備。配備有智能感應系統(tǒng)和自動減速系統(tǒng),能自動記憶原點位置。穿梭車是一種智能機器人,可以通過編程實現(xiàn)取貨、運送、放置等任務,配合無線遙控器和無線通信網(wǎng)絡可實現(xiàn)各種自動控制。本臺穿梭車

為了能更合理的分配資源,使能最大限的為人們所用,可采用變頻恒壓供水方式來代替?zhèn)鹘y(tǒng)的供水系統(tǒng),以達到供水穩(wěn)定,滿足人們需求,合理優(yōu)化分配等目的。
傳統(tǒng)的聚丙烯捆扎繩打球機只包含機械傳動部分,計量部分需要用戶單獨配置電子秤。生產(chǎn)過程中操作人員需要一直盯著電子秤,當接近設置重量時立即停止電機運行,封口動作的完成也需要人工完成,由于球重規(guī)格一般在200克左右,精度要求不超過正負3克,所以電機的啟停頻繁,對工人的精力消耗大,精度也難以保證。?圖1?聚丙烯捆扎繩打球機?就以上缺點我們做了

按生產(chǎn)工藝要求選取不同負載投入運行即可,對PLC性能要求不高;但是設備的使用環(huán)境較差,空氣潮濕,具有腐蝕性,考驗的是PLC在惡劣環(huán)境下的穩(wěn)定性和壽命。?圖1 海為PLC-C60S0T?圖2 控制柜全景本次試用我選擇

由于原沖床使用歐姆龍的PLC系統(tǒng)控制,其潤滑油泵控制存在問題造成很費潤滑油(兩天就要添加一次,實際正常工作半個月加一次就可以)公司沒

