

經(jīng)過一段時間的研讀手冊和練習(xí),發(fā)現(xiàn)海為PLC的特點:首先是編程軟件好,突出的亮點是易安裝,自帶仿真。不會發(fā)生初學(xué)者編程軟件安裝不成功,或安裝后無法編程,編程后無法仿真。

運用PLC的ModBus的通訊功能,控制變頻器的運行頻率,使用邏輯控制及順控程序來簡化現(xiàn)場的控制線路。

軸承是當(dāng)代機(jī)械設(shè)備中一種重要零部件。它的主要功能是支撐機(jī)械旋轉(zhuǎn)體,降低其運動過程中的摩擦系數(shù),并保證其回轉(zhuǎn)精度。軸承生產(chǎn)一般需要經(jīng)過原料、車削成內(nèi)套、外套、珠粒毛坯、熱處理、削成成品料(磨削工藝有內(nèi)圓磨、外圓磨、無心磨)、組裝成品等過程,具體工藝流程可以參考下圖:?圖1 軸承工藝流程圖軸承生產(chǎn)需要經(jīng)過多道工序,在每到工序之間間隔較長,生產(chǎn)線上需要進(jìn)行軸承的搬運。傳統(tǒng)的

應(yīng)用于小區(qū)直飲水恒壓供水,從小區(qū)負(fù)一樓供水至整個12層大樓各個房間的直飲水。

浸種催芽設(shè)備主要用于水稻浸種、催芽階段使用,水稻浸種、催芽過程種子不出箱也就是當(dāng)某箱完成浸種時,由控制參數(shù)改變將其轉(zhuǎn)換為催芽箱。監(jiān)控系統(tǒng)控制準(zhǔn)備水箱的水溫,工作時根據(jù)浸種、催芽箱的測量溫度參數(shù)采用注水的方法,來完成調(diào)節(jié)浸種、催芽箱內(nèi)溫度。完全實現(xiàn)浸、催一體化工廠化標(biāo)準(zhǔn)。采用基于廈門海為公司T系列PLC的控制系統(tǒng),可實現(xiàn)模塊化的工藝流程,人性化的設(shè)計模式,友好的操作界面,并

針對檢測設(shè)備行業(yè)發(fā)展趨勢,PLC在行業(yè)內(nèi)應(yīng)用越來越普及,一方便提高了設(shè)備開發(fā)的周期,另一方面可靠穩(wěn)定大幅提高,向著檢測設(shè)備智能互聯(lián)方向發(fā)展。將海為T24S0T應(yīng)用于《地板滾動荷載試驗》設(shè)備項目上,經(jīng)驗證各方面性能指標(biāo)均滿足合同開發(fā)要求、取得不錯的效果。

電子行業(yè)的飛速發(fā)展,使得高頻變壓器和高頻電感器種類和應(yīng)用也越來越多,其制作的多工化及高效率化在不斷提高,以前機(jī)器的已無法滿足多工藝及高效率生產(chǎn)的要求。二、應(yīng)用需求? ??項目要求能夠達(dá)到多種產(chǎn)品的兼容,多工藝的自由調(diào)節(jié),直焊、側(cè)焊、運動焊多種焊錫方式,并能存儲多個檔案。三、解決方案&nbs
現(xiàn)在市面上的簡易型灌裝機(jī)大多采用稱重儀表的輸入輸出口直接控制閥門,由于受到控制點限制,精度往往達(dá)不到控制需求。二、應(yīng)用需求? ? 自動灌裝時,空桶上秤后,按下“灌裝啟動”按鈕,儀表自動去皮,噴槍下降進(jìn)桶,自動打開雙行程加料噴槍頭和氣動球閥,開始快慢雙速加料過程,灌裝完畢,穩(wěn)定兩秒,噴槍自動提升出桶外,

水通過一種半透膜進(jìn)入了一種溶液或從一種溶液向另一種比較濃的溶液的自然流動稱之為滲透。反滲透則是在濃溶液一邊加上比自然滲透壓更高的壓力,扭轉(zhuǎn)自然滲透的方向,把濃溶中的水壓向另一邊。這和自然界的正常滲透過程恰恰相反,這種特制的半透膜稱之為反滲透膜。?二、系統(tǒng)介紹?反滲透技術(shù)是當(dāng)今先進(jìn)和節(jié)能有效的膜分離技術(shù),其原理是在高于溶液滲透壓的作用下,
直線電機(jī)的產(chǎn)生是用于取代旋轉(zhuǎn)步進(jìn)或伺服電機(jī)+絲桿皮帶的傳動方式的,由于其直接與負(fù)載相連,省去了中間的傳動環(huán)節(jié),具有更高的響應(yīng)速度,同時,采用光柵尺等高精度的反饋元件,是高速度與高精度的完美結(jié)合。因為這些優(yōu)點,直線電機(jī)運動控制系統(tǒng)正被廣泛應(yīng)用于自動化領(lǐng)域的各種設(shè)備的升級改造,主要應(yīng)用行業(yè)有激光切割、激光打標(biāo)、半導(dǎo)

由于全國各地工業(yè)用工成本不斷升高,“機(jī)器換人”進(jìn)程不斷推進(jìn),為響應(yīng)國家政策,推進(jìn)工業(yè)自動化發(fā)展,我公司決定研發(fā)一種一拖二、具有自動上下料功能的磨床生產(chǎn)線,為鋸片行業(yè)的“減員增效”的生產(chǎn)機(jī)制改革提供設(shè)備基礎(chǔ)。該套磨床生產(chǎn)線已由客戶定制,是一套完全適應(yīng)客戶需求的磨削專機(jī)生產(chǎn)線。由于該工件產(chǎn)品在全國有很多家企業(yè)在生產(chǎn),而且都與我司有一定的業(yè)

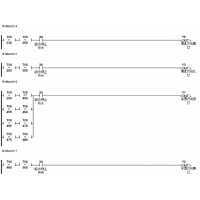
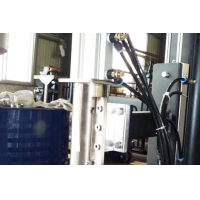
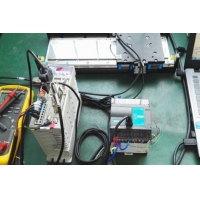
測試背景為某項目驗證絲杠長時間工作后的精度和重復(fù)性,利用海為N型PLC給步進(jìn)驅(qū)動器連續(xù)發(fā)送脈沖從而控制步進(jìn)電機(jī)使絲杠做往復(fù)直線運動。持續(xù)工作一周后,進(jìn)行運動精度和重復(fù)性數(shù)據(jù)比較。當(dāng)然N系列的PLC還可以做簡單地直線插補(bǔ)運動和圓弧插補(bǔ)運動,在這里沒有應(yīng)用,以后有機(jī)會可進(jìn)行測試。二、硬件配置控制器采用海為N系列運動型CPU型號為N16S2T,

